5जी एज नेटवर्क के लिए बिजली आपूर्ति के साथ एकीकृत 3 लेग एंगुलर कॉम्पैक्ट स्मॉल सेल टॉवर

तीन पैरों वाला कोणीय स्टील टॉवरसंचार उपकरण निर्माण के तकनीकी क्षेत्र से संबंधित है, विशेष रूप से एक त्रिकोणीय वायरलेस संचार टावर से संबंधित है, इसमें टावर बॉडी, लाइटनिंग रॉड शामिल है, टावर बॉडी त्रिकोणीय टावर बॉडी लैप द्वारा बनाई गई है, टावर बॉडी का टावर पैर जमीन पर तय किया गया है, लाइटनिंग रॉड टावर बॉडी टॉप से बाहर फैली हुई है, टावर बॉडी समान ढलान या एक बार परिवर्तनीय ढलान का टावर बॉडी लैप है, टावर बॉडी क्रॉस-सेक्शन कोण स्टील है, क्रॉसबार संलग्नक संरचना का समबाहु त्रिकोण, टावर बॉडी को ऑपरेटिंग प्लेटफार्मों की बहुलता प्रदान की जाती है क्रमानुसार ऊपर से नीचे तक. उपयोगिता मॉडल से पता चलता है कि त्रिकोणीय वायरलेस संचार टावर में सुरक्षा और विश्वसनीयता और सरल संरचना के फायदे हैं।
उत्पाद वर्णन
| डिज़ाइन |
| 1. डिज़ाइन कोड |
एएनएसआई/टीआईए-222-जी/एच/एफ, एन 1991-1-4 और एन 1993-3-1 |
| संरचना इस्पात |
| 2. ग्रेड |
हल्का स्टील |
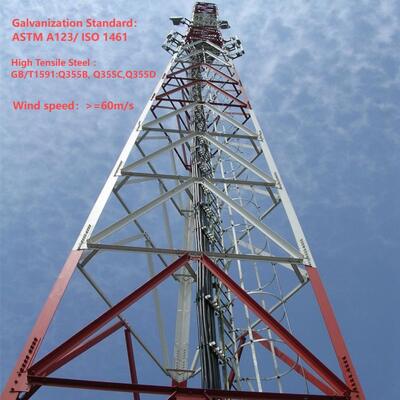
उच्च तन्यता वाला स्टील |
| जीबी/टी 700:क्यू235बी, क्यू235सी, क्यू235डी |
जीबी/टी1591:क्यू355बी, क्यू355सी, क्यू355डी |
| एएसटीएम ए36 |
एएसटीएम ए572 जीआर50 |
| EN10025: S235JR, S235J0, S235J2 |
EN10025: S355JR, S355J0, S355J2 |
| 3. हवा की गति डिज़ाइन करें |
250 किमी/घंटा तक |
| 4. स्वीकार्य विक्षेपण |
परिचालन गति पर 0.5 ~1.0 डिग्री |
| 5. तनाव शक्ति (एमपीए) |
360~510 |
470~630 |
| 6. उपज शक्ति (t≤16mm) (Mpa) |
235 |
355 |
| 7. बढ़ाव (%) |
20 |
24 |
| 8. प्रभाव शक्ति केवी (जे) |
27(20°C)---Q235B(S235JR) |
27(20°C)---Q345B(S355JR) |
| 27(0°C)---Q235C(S235J0) |
27(0°C)---Q345C(S355J0) |
| 27(-20°C)---Q235D(S235J2) |
27(-20°C)---Q345D(S355J2) |
| बोल्ट और नट |
| 9. ग्रेड |
ग्रेड 4.8, 6.8, 8.8 |
| 10. यांत्रिक गुणों के लिए मानक |
| 10.1 बोल्ट |
आईएसओ 898-1 |
| 10.2 मेवे |
आईएसओ 898-2 |
| 10.3 वाशर |
आईएसओ 6507-1 |
| 11. आयामों के लिए मानक |
| 11.1 बोल्ट |
DIN7990, DIN931, DIN933 |
| 11.2 मेवे |
ISO4032, ISO4034 |
| 11.3 वाशर |
DIN7989, DIN127B, ISO7091 |
| वेल्डिंग |
| 12. विधि |
CO2 परिरक्षित आर्क वेल्डिंग और जलमग्न आर्क वेल्डिंग (SAW) |
| 13. मानक |
एडब्लूएस डी1.1 |
| galvanizing |
| 14. इस्पात अनुभागों का गैल्वनीकरण मानक |
आईएसओ 1461 या एएसटीएम ए123 |
| 15. बोल्ट और नट का गैल्वनीकरण मानक |
आईएसओ 1461 या एएसटीएम ए153 |
3 टांगों वाला कोणीय स्टील टावर बॉडी क्या है?
3-पैर वाले कोणीय स्टील टावर का शरीर टावर की मुख्य भार वहन करने वाली संरचना है, जो त्रिकोणीय विन्यास की विशेषता है। इसमें शीर्ष पर जुड़े तीन ऊर्ध्वाधर स्टील पैर (या स्तंभ) होते हैं, अतिरिक्त कोणीय स्टील के सदस्य पैरों को पूरी ऊंचाई पर जोड़ते हैं। आमतौर पर गैल्वनाइज्ड स्टील सेक्शन से निर्मित, बॉडी को ऊर्ध्वाधर भार (उदाहरण के लिए, एंटेना, उपकरण और टॉवर का वजन) और क्षैतिज भार (जैसे, हवा, बर्फ, या भूकंपीय बल) दोनों को कुशलतापूर्वक झेलने के लिए डिज़ाइन किया गया है। इसका कोणीय डिज़ाइन और त्रिकोणीय ढांचा कठोर पर्यावरणीय परिस्थितियों में भी असाधारण स्थिरता प्रदान करता है, जबकि गैल्वनाइज्ड स्टील संक्षारण प्रतिरोध और दीर्घकालिक स्थायित्व सुनिश्चित करता है। शरीर बढ़ते संचार, विद्युत पारेषण, या निगरानी उपकरण के लिए प्राथमिक समर्थन संरचना के रूप में कार्य करता है।
3 टांगों वाला कोणीय स्टील टावर फुट क्या है?
3-पैर वाले कोणीय स्टील टॉवर का "पैर" प्रत्येक ऊर्ध्वाधर पैर के आधार भाग को संदर्भित करता है, जो टॉवर की नींव के साथ इंटरफेस करता है। यह एक महत्वपूर्ण घटक है जो टावर के पूरे वजन और उसके भार (उपकरण, हवा, आदि) को अंतर्निहित नींव में स्थानांतरित करने के लिए जिम्मेदार है, जिससे यह सुनिश्चित होता है कि संरचना सुरक्षित रूप से जमीन पर टिकी हुई है। पैरों को आम तौर पर कनेक्शन प्लेटों, बोल्ट या एंकर बिंदुओं के साथ इंजीनियर किया जाता है जो कंक्रीट या प्रबलित नींव से मजबूती से जुड़ते हैं। उच्च शक्ति वाले गैल्वनाइज्ड स्टील (टावर बॉडी के अनुरूप) से निर्मित, पैरों को कतरनी, तनाव और संपीड़न बलों का विरोध करने के लिए डिज़ाइन किया गया है, जो टावर को हिलने या गिरने से रोकता है। उनका डिज़ाइन साइट की भूवैज्ञानिक स्थितियों के अनुरूप बनाया गया है, जो अधिकतम स्थिरता के लिए नींव के साथ अनुकूलता सुनिश्चित करता है।
3 टांगों वाले कोणीय स्टील टावर की सीढ़ी और केबल ट्रे क्या है?
- सीढ़ी: टावर बॉडी के साथ स्थापित एक सुरक्षा-पहुंच घटक, स्थापना, रखरखाव या निरीक्षण के लिए श्रमिकों को शीर्ष (या मध्यवर्ती प्लेटफार्मों) पर चढ़ने के लिए एक सुरक्षित मार्ग प्रदान करता है। संक्षारण प्रतिरोध और मजबूती के लिए सीढ़ियाँ आम तौर पर गैल्वेनाइज्ड स्टील से बनी होती हैं, आरामदायक चढ़ाई के लिए मानक अंतराल पर सीढ़ियाँ होती हैं। उनमें श्रमिकों को गिरने से बचाने के लिए रेलिंग, गिरने से रोकने की प्रणाली, या पिंजरे के बाड़े जैसी सुरक्षा सुविधाएँ शामिल हो सकती हैं।
- केबल ट्रे: टावर बॉडी पर लगा एक संरचनात्मक चैनल या ट्रे, जिसे टावर के आधार और शीर्ष पर उपकरण के बीच चलने वाले केबलों (उदाहरण के लिए, संचार केबल, पावर केबल, या सिग्नल तार) को व्यवस्थित, समर्थन और सुरक्षा करने के लिए डिज़ाइन किया गया है। केबल ट्रे केबलों को साफ रखती हैं, पर्यावरणीय कारकों (हवा, बारिश, यूवी विकिरण) से उलझने या क्षति को रोकती हैं, और रखरखाव के लिए आसान पहुंच की सुविधा प्रदान करती हैं। अन्य टावर घटकों की तरह, टावर के संक्षारण प्रतिरोधी डिजाइन के साथ स्थायित्व और अनुकूलता सुनिश्चित करने के लिए वे अक्सर गैल्वेनाइज्ड स्टील से बने होते हैं। साथ में, सीढ़ी और केबल ट्रे सुरक्षित पहुंच और कुशल केबल प्रबंधन को सक्षम करके टावर की कार्यक्षमता को बढ़ाते हैं।
3 टांगों वाला कोणीय स्टील टावर कैसे स्थापित करें?
3-पैर वाले कोणीय स्टील टॉवर की स्थापना एक व्यवस्थित, सुरक्षा-केंद्रित प्रक्रिया का पालन करती है:
- साइट सर्वेक्षण और नींव की तैयारी: सबसे पहले, इष्टतम स्थान निर्धारित करने, भूवैज्ञानिक स्थितियों का आकलन करने और संभावित पर्यावरणीय या संरचनात्मक बाधाओं (उदाहरण के लिए, हवा की गति, भूकंपीय गतिविधि) की पहचान करने के लिए एक विस्तृत साइट सर्वेक्षण करें। फिर, टावर के वजन और भार की आवश्यकताओं के अनुरूप एक मजबूत नींव (आमतौर पर कंक्रीट या प्रबलित कंक्रीट) का निर्माण करें। टावर के पैरों को सहारा देने के लिए नींव समतल होनी चाहिए और जमीन से सुरक्षित रूप से जुड़ी होनी चाहिए।
- टावर कंपोनेंट असेंबली: साइट पर पूर्वनिर्मित घटकों (स्टील पैर, कनेक्टिंग सदस्य, सीढ़ी, केबल ट्रे) को परिवहन करें। त्रिकोणीय टॉवर बॉडी को साइट पर इकट्ठा करें: तीन पैरों को संरेखित करें, टॉवर संरचना बनाने के लिए कोणीय कनेक्टिंग सदस्यों को संलग्न करें, और असेंबली के दौरान सीढ़ी और केबल ट्रे जैसे सहायक घटकों को स्थापित करें।
- टावर निर्माण: इकट्ठे टावर (या ऊंचे टावरों के लिए उसके खंड) को ऊर्ध्वाधर स्थिति में उठाने के लिए क्रेन या विशेष उठाने वाले उपकरण का उपयोग करें। टावर के पैरों को नींव के लंगर बिंदुओं के साथ सावधानीपूर्वक संरेखित करें और टावर को जगह पर लॉक करने के लिए बोल्ट या एंकर का उपयोग करके उन्हें सुरक्षित करें।
- उपकरण स्थापना: इच्छित उपकरण (उदाहरण के लिए, एंटेना, माइक्रोवेव डिश, पावर ट्रांसमिशन लाइन) को टावर के शीर्ष प्लेटफॉर्म या निर्दिष्ट माउंटिंग पॉइंट पर माउंट करें। उपकरण को आधार से जोड़ते हुए, पहले से स्थापित केबल ट्रे के माध्यम से केबलों को रूट करें।
- गुणवत्ता नियंत्रण और सुरक्षा जांच: टावर की संरचनात्मक अखंडता (उदाहरण के लिए, बोल्ट की जकड़न, घटकों का संरेखण, संक्षारण प्रतिरोध) को सत्यापित करने के लिए सख्त गुणवत्ता निरीक्षण करें। उद्योग मानकों का अनुपालन सुनिश्चित करने के लिए पूरे इंस्टॉलेशन में सुरक्षा प्रोटोकॉल लागू करें (उदाहरण के लिए, श्रमिकों के लिए गिरने से सुरक्षा, उपकरण लोड परीक्षण)। अंतिम जाँच से पुष्टि होती है कि टावर स्थिर है, उपकरण ठीक से स्थापित हैं, और सभी प्रणालियाँ इच्छानुसार कार्य करती हैं।
गैल्वनाइजिंग कोणीय स्टील टावर परीक्षण।
कोणीय स्टील टावरों (जैसे कि 3-पैर वाले कोणीय स्टील टावर) के लिए गैल्वनाइजिंग एक महत्वपूर्ण प्रक्रिया है, क्योंकि यह संक्षारण प्रतिरोध प्रदान करता है और बाहरी, कठोर वातावरण (उदाहरण के लिए, हवा, बारिश, नमी और औद्योगिक प्रदूषकों के संपर्क में) में संरचना की सेवा जीवन को बढ़ाता है। यह सुनिश्चित करने के लिए कि गैल्वनाइज्ड कोटिंग गुणवत्ता मानकों को पूरा करती है और इच्छित प्रदर्शन करती है, कठोर परीक्षण प्रक्रियाओं की एक श्रृंखला आयोजित की जाती है। कोणीय इस्पात टावरों के लिए गैल्वनाइजिंग परीक्षण का विस्तृत अवलोकन नीचे दिया गया है:
1. गैल्वनाइजिंग परीक्षण के मुख्य उद्देश्य
परीक्षण का प्राथमिक लक्ष्य सत्यापित करना है:
पर्याप्त कोटिंग मोटाई (दीर्घकालिक संक्षारण संरक्षण सुनिश्चित करने के लिए)।
जिंक कोटिंग की एकरूपता और आसंजन (छीलने या पपड़ी बनने से रोकने के लिए)।
दोषों से मुक्ति (उदाहरण के लिए, दरारें, गड्ढे, नंगे धब्बे, या अतिरिक्त जस्ता निर्माण)।
संक्षारण प्रतिरोध (यह पुष्टि करने के लिए कि कोटिंग पर्यावरणीय गिरावट का सामना कर सकती है)।
2. गैल्वेनाइज्ड एंगुलर स्टील टावर्स के लिए मुख्य परीक्षण विधियाँ
परीक्षण आम तौर पर दो चरणों में किया जाता है: फ़ैक्टरी गैल्वनीकरण के बाद (पैरों, कनेक्टिंग सदस्यों, या सीढ़ी के पायदानों जैसे व्यक्तिगत घटकों पर) और स्थापना के बाद (इकट्ठे टावर पर स्पॉट-चेक)। सबसे आम तरीकों में शामिल हैं:
ए. कोटिंग मोटाई माप
जिंक कोटिंग की मोटाई सीधे संक्षारण प्रतिरोध को प्रभावित करती है - बहुत पतली परत समय से पहले विफल हो जाएगी, जबकि अधिक मोटाई के कारण घटकों में भंगुरता या खराब फिट हो सकता है।
परीक्षण मानक: एएसटीएम ए123 (संरचनात्मक स्टील के हॉट-डिप गैल्वनाइजिंग के लिए) या आईएसओ 1461 (लोहे और स्टील लेखों पर हॉट-डिप गैल्वनाइज्ड कोटिंग्स के लिए) जैसे अंतरराष्ट्रीय मानकों का अनुपालन करता है।
परीक्षण उपकरण:
चुंबकीय मोटाई गेज: सबसे व्यापक रूप से उपयोग की जाने वाली गैर-विनाशकारी विधि। यह कोटिंग की मोटाई की गणना करते हुए चुंबकीय जांच और स्टील सब्सट्रेट के बीच की दूरी को मापता है। प्रत्येक घटक पर कई बिंदुओं (उदाहरण के लिए, प्रति वर्ग मीटर 3-5 स्पॉट) पर माप लिया जाता है, उच्च तनाव वाले क्षेत्रों (उदाहरण के लिए, पैर के जोड़ों, बोल्ट छेद) और हार्ड-टू-कोट क्षेत्रों पर ध्यान केंद्रित किया जाता है।
माइक्रोमीटर (विनाशकारी): सत्यापन के लिए, घटक का एक छोटा सा भाग काटा जा सकता है, और कोटिंग की मोटाई सीधे माइक्रोमीटर से मापी जाती है (केवल नमूना परीक्षण के लिए उपयोग किया जाता है, तैयार भागों के लिए नहीं)।
स्वीकृति मानदंड: संरचनात्मक इस्पात घटकों के लिए विशिष्ट न्यूनतम मोटाई 85-120 μm (माइक्रोमीटर) तक होती है, जो स्टील की मोटाई और अनुप्रयोग पर निर्भर करती है (उदाहरण के लिए, तटीय या औद्योगिक क्षेत्रों में टावरों को मोटी कोटिंग की आवश्यकता हो सकती है)।
बी. आसंजन परीक्षण (बंधन शक्ति)
जिंक कोटिंग और स्टील सब्सट्रेट के बीच एक मजबूत बंधन परिवहन, स्थापना, या यांत्रिक तनाव (उदाहरण के लिए, हवा से प्रेरित कंपन) के संपर्क में आने के दौरान छीलने से रोकता है।
बेंड टेस्ट: गैल्वेनाइज्ड स्टील का एक नमूना (उदाहरण के लिए, कोणीय स्टील का एक खंड) एक खराद के चारों ओर 180 डिग्री झुका हुआ है (व्यास स्टील की मोटाई से मेल खाता है)। झुकने के बाद, कोटिंग का निरीक्षण किया जाता है ताकि उसमें दरारें, पपड़ी या स्टील से अलग होने का पता लगाया जा सके। कोई भी दृश्य पृथक्करण स्वीकार्य नहीं है।
हथौड़ा परीक्षण: एक भारित हथौड़ा (आमतौर पर 0.5-1 किलोग्राम) को कई बिंदुओं पर कोटिंग के खिलाफ मजबूती से मारा जाता है। कोटिंग को चिपटना, छीलना या उठाना नहीं चाहिए - केवल मामूली इंडेंटेशन (स्टील सब्सट्रेट को उजागर किए बिना) की अनुमति है।
चाकू परीक्षण: कोटिंग में क्रॉस-हैच कट (ग्रिड पैटर्न) बनाने के लिए एक तेज, गैर-दाँतेदार चाकू का उपयोग किया जाता है। चिपकने वाला टेप कट पर लगाया जाता है और जल्दी से छील दिया जाता है; न्यूनतम कोटिंग हटाने (यदि कोई हो) की अनुमति है।
सी. दृश्य और सतही दोष निरीक्षण
दृश्य निरीक्षण उन स्पष्ट खामियों की पहचान करता है जो कोटिंग की अखंडता से समझौता करती हैं।
प्रक्रिया: प्रत्येक गैल्वेनाइज्ड घटक (और इकट्ठे टॉवर) का नग्न आंखों या आवर्धक कांच (10x आवर्धन) से निरीक्षण करें:
नंगे धब्बे (उजागर स्टील), गड्ढे, या पिनहोल।
दरारें, छाले, या असमान जस्ता निर्माण (उदाहरण के लिए, अनुचित गैल्वनाइजिंग से "चलता है" या "टपकता है")।
संदूषण (उदाहरण के लिए, कोटिंग के नीचे तेल, गंदगी, या ऑक्साइड परतें)।
स्वीकृति मानदंड: कोई भी कच्चा स्टील दिखाई नहीं देना चाहिए; मामूली सतह अनियमितताएं (उदाहरण के लिए, छोटे जस्ता नोड्यूल) स्वीकार्य हैं यदि वे घटक फिट या संरचनात्मक प्रदर्शन को प्रभावित नहीं करते हैं।
डी. संक्षारण प्रतिरोध परीक्षण
यह समय के साथ जंग और क्षरण का विरोध करने की कोटिंग की क्षमता की पुष्टि करता है।
नमक स्प्रे (कोहरा) परीक्षण: एक सामान्य त्वरित संक्षारण परीक्षण (एएसटीएम बी117 या आईएसओ 9227 के अनुसार)। गैल्वनाइज्ड नमूनों को एक कक्ष में रखा जाता है जहां नियंत्रित तापमान (35 डिग्री सेल्सियस) पर 5% सोडियम क्लोराइड (खारे पानी) की निरंतर धुंध का छिड़काव किया जाता है। लाल जंग (स्टील संक्षारण) या सफेद जंग (जस्ता ऑक्सीकरण) के संकेतों के लिए नमूनों का समय-समय पर निरीक्षण किया जाता है (उदाहरण के लिए, 24, 48, 100, या 500 घंटों के बाद)।
स्वीकृति: संरचनात्मक टावरों के लिए, कोटिंग को कम से कम 100-500 घंटे (आवेदन वातावरण के आधार पर) के लिए लाल जंग का विरोध करना चाहिए। सफेद जंग (एक अस्थायी जिंक ऑक्साइड परत) सामान्य है और विफलता का संकेत नहीं देता है, लेकिन इसे अत्यधिक फैलना नहीं चाहिए।
फ़ील्ड एक्सपोज़र टेस्ट: दीर्घकालिक परीक्षण में टावर के इच्छित वातावरण (उदाहरण के लिए, तटीय, रेगिस्तान, या औद्योगिक क्षेत्रों) में नमूना घटकों को स्थापित करना और महीनों या वर्षों तक जंग की निगरानी करना शामिल है। यह वास्तविक दुनिया के प्रदर्शन को मान्य करता है।
ई. रासायनिक संरचना विश्लेषण (वैकल्पिक)
यह सुनिश्चित करने के लिए कि जिंक कोटिंग शुद्धता मानकों को पूरा करती है, गैल्वनाइजिंग बाथ या कोटिंग नमूनों पर रासायनिक विश्लेषण किया जा सकता है।
परीक्षण विधि: परमाणु अवशोषण स्पेक्ट्रोस्कोपी (एएएस) या एक्स-रे प्रतिदीप्ति (एक्सआरएफ) जस्ता सामग्री को मापने के लिए (आमतौर पर हॉट-डिप गैल्वनाइजिंग के लिए ≥98% शुद्ध जस्ता) और अशुद्धियों (जैसे, सीसा, लोहा) का पता लगाने के लिए जो कोटिंग की गुणवत्ता को कम कर सकते हैं।
3. परीक्षण मानक और अनुपालन
स्थिरता और विश्वसनीयता सुनिश्चित करने के लिए कोणीय स्टील टावरों के लिए गैल्वनाइजिंग परीक्षण को उद्योग-विशिष्ट मानकों का पालन करना चाहिए:
एएसटीएम मानक: एएसटीएम ए123 (हॉट-डिप गैल्वनाइजिंग), एएसटीएम बी117 (नमक स्प्रे परीक्षण), एएसटीएम ए817 (ट्रांसमिशन टावरों के लिए गैल्वेनाइज्ड स्टील)।
आईएसओ मानक: आईएसओ 1461 (गैल्वेनाइज्ड कोटिंग्स), आईएसओ 9227 (नमक स्प्रे परीक्षण)।
स्थानीय/उद्योग-विशिष्ट मानक: दूरसंचार या बिजली पारेषण टावरों के लिए, नियामक निकायों (उदाहरण के लिए, बिजली बुनियादी ढांचे के लिए आईईईई, दूरसंचार टावरों के लिए आईटीयू) या परियोजना विनिर्देशों द्वारा अतिरिक्त आवश्यकताएं निर्धारित की जा सकती हैं।
4. स्थापना के बाद का परीक्षण
टावर को इकट्ठा करने और स्थापित करने के बाद, यह पुष्टि करने के लिए स्पॉट-चेक आयोजित किया जाता है कि परिवहन, उठाने या असेंबली के दौरान गैल्वेनाइज्ड कोटिंग क्षतिग्रस्त नहीं हुई थी:
महत्वपूर्ण जोड़ों पर कोटिंग की मोटाई को फिर से मापें (उदाहरण के लिए, पैर से नींव कनेक्शन, सीढ़ी संलग्नक)।
खरोंच, डेंट या घर्षण का निरीक्षण करें जो स्टील सब्सट्रेट को उजागर कर सकता है (यदि क्षति मामूली है तो जिंक युक्त पेंट से टच-अप करें)।
सत्यापित करें कि बोल्ट छेद और कनेक्शन बिंदु (उच्च पहनने वाले क्षेत्र) पर्याप्त कोटिंग मोटाई बनाए रखते हैं।
सारांश
कोणीय स्टील टावरों के लिए गैल्वनाइजिंग परीक्षण मोटाई, आसंजन, सतह की गुणवत्ता और संक्षारण प्रतिरोध पर केंद्रित एक व्यापक प्रक्रिया है। सख्त मानकों का पालन करने और फैक्ट्री और ऑन-साइट परीक्षण दोनों का संचालन करके, जिंक कोटिंग की अखंडता सुनिश्चित की जाती है, जिससे टावर कठोर पर्यावरणीय परिस्थितियों का सामना करने और दूरसंचार, बिजली पारेषण और अन्य बुनियादी ढांचे के अनुप्रयोगों में दीर्घकालिक विश्वसनीयता प्रदान करने में सक्षम होता है।
अधिक जानकारी के लिए कृपया यहां क्लिक करें!!!!!!
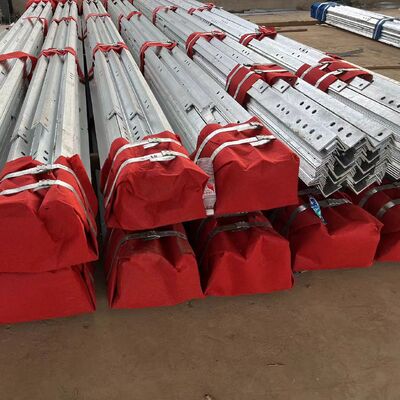
पैकेजिंग एवं शिपिंग
सहयोग ग्राहक
प्रमाणपत्र
अधिक जानकारी के लिए कृपया यहां क्लिक करें!!!!!!
अनुकूलित उत्पाद प्रकार और लाभ
सेल्फ सपोर्टिंग टावर
स्व-सहायक टावर आमतौर पर 3लेग या 4लेग टावर होता है, और इसकी सामग्री स्टील पाइप या एंगल स्टील होती है। जहां तक कनेक्शन की बात है, ट्यूबलर टावर फ्लैंज से जुड़ा होता है, और एंगल स्टील टावर नट और बोल्ट से जुड़ा होता है।
विशेषताएँ:
1. पवन भार का छोटा गुणांक, तेज हवा प्रतिरोध।
2. भूमि संसाधन, सुविधाजनक स्थान बचाएं।
सुविधाजनक परिवहन और स्थापना।
पाइप स्टील टॉवर
ट्यूब टावर एक स्व-सहायक उच्च-मंजिला स्टील संरचना को संदर्भित करता है जिसमें स्टील पाइप से बने टावर कॉलम और त्रिकोणीय आकार में टावर बॉडी अनुभाग होता है। इसकी मुख्य विशेषता यह है कि तीन ट्यूब वाला टावर कॉलम स्टील पाइप से बना है और टावर बॉडी सेक्शन त्रिकोणीय आकार में है, जो एंगल स्टील से अलग एक ऊंची स्टील संरचना है।
मोनोपोल टावर
मोनोपोल टॉवर, आमतौर पर इस्तेमाल किया जाने वाला प्रकार है, सुंदर दिखने वाला, 9 से 18 वर्ग मीटर के छोटे क्षेत्र को कवर करने वाला, लागत प्रभावी है, और अधिकांश निर्माण द्वारा इसे अपनाया जाता है। टॉवर बॉडी अधिक उचित अनुभाग को अपनाती है, जो उच्च शक्ति वाले बोल्ट या ओवरलैप (स्लिप कनेक्शन) के माध्यम से जुड़ा होता है। इसमें आसान स्थापना की विशेषताएं हैं और यह विभिन्न जटिल फ़ील्ड साइट के लिए अनुकूल हो सकता है।
गाइड टावर
गाइड टावर का स्वरूप अनोखा है, और इसकी सबसे बड़ी विशेषता स्टील गाइ वायर का उपयोग करके इसे मजबूत करना है। गाइड टावर एक सामान्य प्रकार का संचार टावर है जो किफायती और व्यावहारिक है। यह बाकियों की तुलना में हल्का और सस्ता है। भौगोलिक विस्तृत क्षेत्रों के लिए यह अत्यंत उपयुक्त है।
गार्ड टावर
वॉचटावर एक बहुक्रियाशील इमारत है जिसका उपयोग मुख्य रूप से आसपास के वातावरण का अवलोकन करने और कई क्षेत्रों में महत्वपूर्ण भूमिका निभाने के लिए किया जाता है। इसका डिज़ाइन प्राकृतिक वातावरण के साथ सद्भाव और एकता पर जोर देता है, और स्थापत्य शैली आमतौर पर आसपास के वातावरण के साथ समन्वयित होती है। अवलोकन टावर आमतौर पर कॉम्पैक्ट और टिकाऊ संरचनाओं के साथ टावर बॉडी, प्लेटफॉर्म, टावर और सीढ़ी से बने होते हैं।
छलावरण वृक्ष टॉवर
छलावरण वाला ट्री टॉवर भी बायोनिक ट्री टॉवर का एक प्रकार का कृत्रिम पेड़ है, जिसका आधार असली जैसा है, साथ ही सावधानीपूर्वक डिजाइन, जब दर्शनीय स्थलों, पार्क और चौराहे पर असली पेड़ों के बीच रखा जाता है, तो यह प्रकृति का एक हिस्सा होगा।
विशेषताएँ:
1. उत्तम संरचना और भव्य स्वरूप।
2. मजबूत संरचनात्मक स्थिरता और लंबे समय तक कामकाजी जीवन।
3. छोटा क्षेत्र कवर और बड़ा आर्थिक प्रभाव।
हमारी सेवाएँ
जियाओओ कं., लि. एक पेशेवर दूरसंचार टावर निर्माता है और ISO9001 द्वारा अनुमोदित है। हम ग्राहकों को सबसे अनुकूलित समाधान और सर्वोत्तम संचार टावर प्रदान करने के लिए प्रतिबद्ध हैं। कई उत्पाद संयुक्त राज्य अमेरिका, यूरोप और अन्य 55 विभिन्न काउंटियों में निर्यात किए गए हैं।
हम एंगल स्टील टावर, ट्यूब स्टील टावर, मोनोपोल टावर, पाइन ट्री टावर, गाइड टावर और गार्ड टावर के डिजाइन और निर्माता में विशेषज्ञ हैं। हमारे विभागों में डिज़ाइन, अनुसंधान एवं विकास, निरीक्षण, प्रयोगशाला, क्यूसी, गैल्वनीकरण और स्टील टावर विभाग शामिल हैं। हमारा कच्चा माल चीन की प्रसिद्ध स्टील मिलों से आता है: एचबीआईएस ग्रुप, बाओवु स्टील ग्रुप, शौगांग ग्रुप।
यदि आपको इसकी आवश्यकता है, तो हम चौबीसों घंटे आपका स्वागत करेंगे!

 आपका संदेश 20-3,000 अक्षरों के बीच होना चाहिए!
आपका संदेश 20-3,000 अक्षरों के बीच होना चाहिए!